产品中心


产品详情

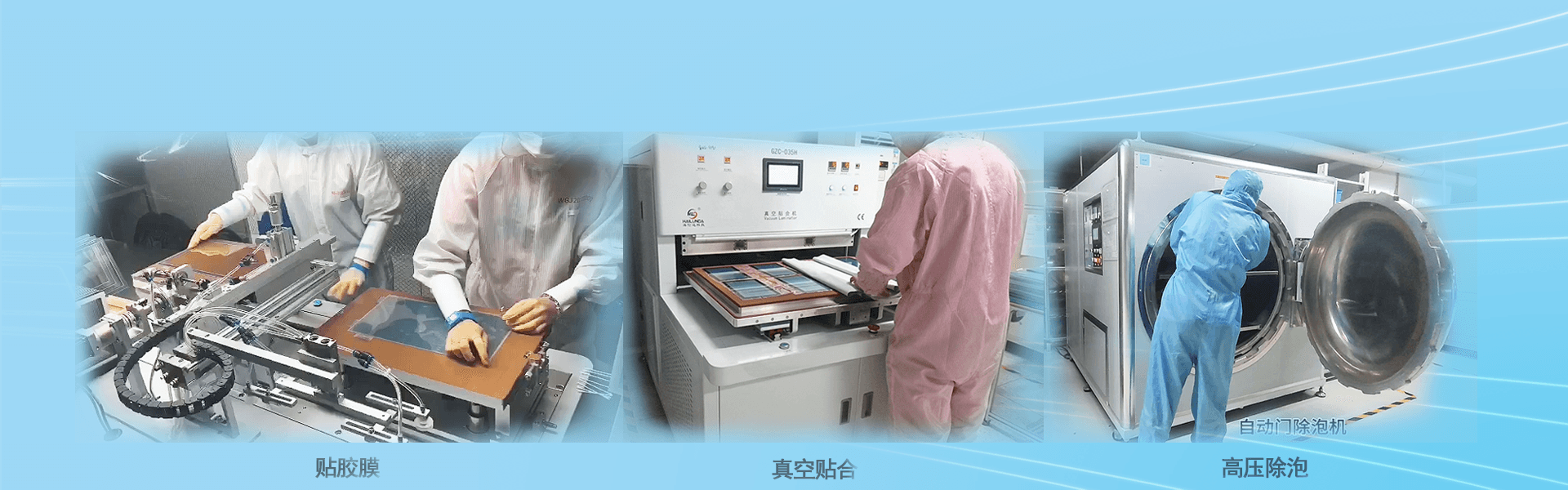
脉冲伺服焊锡机 别名脉冲热压机,焊接机,哈巴焊锡机,压焊机,自动焊锡机
 主要运用行业:
主要运用行业:
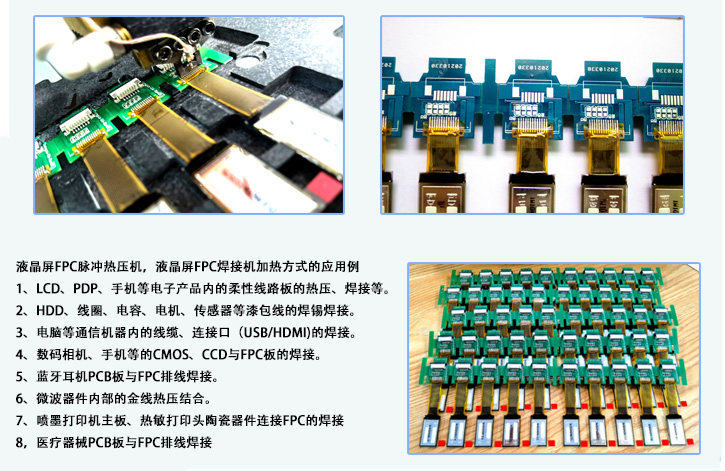
1、LCD、PDP、手机等电子产品内的柔性线路板的热压、焊接等。
2、HDD、线圈、电容、电机、传感器等漆包线的焊锡焊接。
3、电脑等通信机器内的线缆、连接口(USB/HDMI)的焊接。
4、数码相机、手机等的CMOS、CCD与FPC板的焊接。
5、蓝牙耳机PCB板与FPC排线焊接。
6、微波器件内部的金线热压结合。
7、喷墨打印机主板、热敏打印头陶瓷器件连接FPC的焊接
8、医疗器械PCB板与FPC排线焊接
焊接实例展示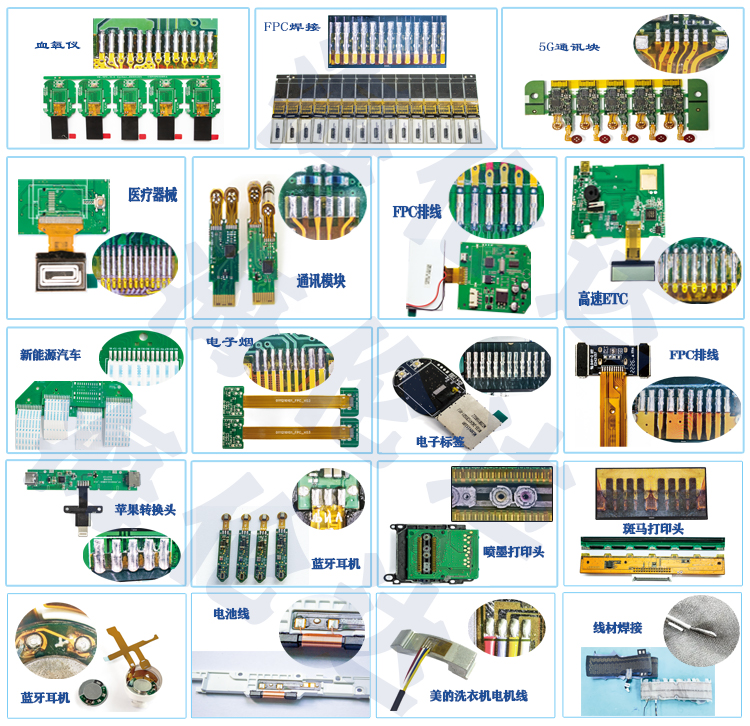
设备特点
1、采用脉冲加热方式,加热快、焊接效率较高,两个工位独立工作,互不影响。
2、内置日本RKC温度控制器,温度精准,局部瞬时加热能很好地控制对周围元器件的热影响
,加压的同时通电加热,加热完成断电冷却,防止了焊接部位浮起、虚焊。
3、具有前/后、左/右及旋转轴微调平台,千分尺微调节对位时更加精准便捷。
4、温度数控化,可分多段温控及多段焊接位控制,实时显示温度曲线和温度数据。
6、压力追随机构带实时压力显示,精准控制压头下压力,触摸屏上显示压力曲线。
7、采用6轴伺服(X轴/Y轴/Z轴定位精准,速度快)+2步进电机八轴驱动方式。
8、可设置焊头清洗模式定时清理焊头或者采用卷带机构保护焊头
脉冲焊接原理:
1、脉冲电源加热方式是利用脉冲电流流过钼、钛等高电阻材料时产生的焦耳热去加热焊接的方式。
一般要在加热咀的前端连接有热点偶、由此而产生的起电力实时反馈回控制电源来保正设定温度的
正确性。
2、脉冲电流加热装置是瞬间加热方式,只在需要熔化焊锡时进行通电加热。
3、金属制的焊咀有电流通过时发热后熔化焊锡。焊锡熔化后停止通电、进行冷却。加压状态直到焊
锡凝固为止,可以得到高信赖性的没有虚焊、浮起的焊接。
4.1 基础信息
序号 | 项目 | 说明 | 备注 |
4.1.1 | 品牌型号 | GZC-MS400 | |
4.1.2 | 设备名称 | 脉冲热压焊锡机 | |
4.1.3 | 设备用途 | FFC软排线、FPC柔性排线或PCB板与LCD排线的焊接、线材焊接等 | 其他产品可以测试 |
4.1.4 | 设备外形尺寸 | L745MM*W710MM*H1394MM | 以实物为准 |
4.1.5 | 设备重量 | 约142KG | |
4.1.6 | 机器零件及外形 | 表面处理 机架表面喷粉处理:颜色为波纹白,其它零件镀铬或表面黑色氧化处理 | |
4.1.7 | 使用环境 | 工作温度:10—60℃ 工作湿度:40%—95%RH | 无电磁干扰 |
4.2 规格信息
序号 | 项目 | 说明 | 备注 |
4.2.1 | 电源规格 | AC220V 50HZ | 稳定电压220V±5% |
4.2.2 | 设备功率 | 2KW | |
4.2.3 | 焊接刀头 | 钼合金(定制) | |
4.2.4 | 工作气源 | 0.4MPa—0.6MPa | 干燥气源 |
4.2.5 | 工位数量 | 2个工位 | |
4.2.6 | 加热方式 | 脉冲加热 | |
4.2.7 | 温度反馈 | K型热电偶 | |
4.2.8 | 温度范围 | 常温-500℃(可设置) | |
4.2.9 | 温度控制 | 精准控制 | 可设置四段温度 |
4.2.10 | 生产效率 | 200-400PCS/H | 因产品而定 |
4.2.11 | 工作环境 | 10—60℃ | |
4.2.12 | 工作湿度 | 40%—95%RH |
4.3 控制程序
序号 | 项目 | 说明 | 备注 |
4.3.1 | 控制系统 | 台达PLC控制系统 | |
4.3.2 | 操作界面 | 7寸触摸屏操作页面 | |
4.3.3 | 驱动方式 | 4台电机 | 控制左右工位YZ轴移动 |
4.3.4 | 参数设置 | 根据产品需要在触摸屏进行设置时间、温度、压合高度、压合速度、YZ移动速度及定位位置。 | 可保存50组参数数据 |
4.3.5 | 手动模式 | 进行各项功能测试 | 主要用于调机测试 |
4.3.5 | 权限及密码 | 进入参数设置需管理人员权限 |
4.4安全措施
序号 | 项目 | 说明 | 备注 |
4.4.1 | 操作安全 | 急停按钮 | 紧急情况按下时,运行机构将立刻停止一切动作 |
4.4.2 | 用电安全 | 漏保开关 | 漏电自动跳闸 |
4.4.3 | 报警提示 | 蜂鸣报警器 | 机器故障时报警器声响提示 |
4.4.4 | 光栅报警 | 机器运行中触碰光栅 机器暂停 | (选装非标配) |
- 上一条:大功率脉冲焊锡机 GZC-MS500
- 下一条:伺服自动焊锡机 GZC-MF400



